Высокое качество печати на лицевой панели клавиатуры: примеры работ
2026-06-22
- Почему качество печати на лицевой панели определяет срок службы мембранного переключателя
- Технологии нанесения графики: сравнение шелкографии и цифровой печати
- Материалы лицевой панели: поликарбонат против полиэстера
- Защита от внешних воздействий: ламинация и твердые покрытия
- Примеры из практики: как мы решаем нестандартные задачи
- Контроль качества: стандарты, которые гарантируют результат
- Часто задаваемые вопросы
- Итоговые рекомендации по выбору поставщика
Почему качество печати на лицевой панели определяет срок службы мембранного переключателя
В нашей практике разработки человеко-машинных интерфейсов мы часто сталкиваемся с ситуацией, когда инженерные решения по электронной части безупречны, но устройство выходит из строя из-за износа графического слоя. Мембранные переключатели — это не просто кнопки; это первый барьер между оператором и сложной промышленной или медицинской системой. Если шелкография стирается через полгода активной эксплуатации, доверие к оборудованию падает, а затраты на замену панелей растут.
Качество печати на лицевой панели (overlay) влияет на три критических параметра: читаемость маркировки в условиях плохой освещенности, химическую стойкость к агрессивным средам и тактильную обратную связь. В ООО «Дунгуань Чуанмин Электронные Технологии» мы используем подход, при котором дизайн графики разрабатывается с учетом технологических ограничений материалов. Это позволяет избежать распространенной ошибки, когда красивые дизайнерские решения оказываются невыполнимыми в серийном производстве без потери долговечности.
Для достижения результатов, соответствующих стандартам ISO 13485:2016, необходимо понимать физику процесса нанесения изображения. Краска должна не просто лежать на поверхности поликарбоната или полиэстера, она должна стать его частью. Мы наблюдали случаи, когда клиенты пытались сэкономить на этапе прототипирования, выбирая дешевые УФ-чернила вместо термостойких аналогов. Результатом становилась потеря контрастности уже после 5000 циклов нажатия или первой же процедуры дезинфекции в медицинском блоке. Ниже мы подробно разберем технологии, которые обеспечивают сохранность интерфейса на протяжении всего жизненного цикла изделия.
Технологии нанесения графики: сравнение шелкографии и цифровой печати
Выбор метода печати зависит от тиража, сложности цветовых переходов и требований к адгезии. В индустрии доминируют два подхода, каждый из которых имеет свои преимущества для конкретных задач производства мембранных переключателей.
Трафаретная печать (Шелкография)
Это золотой стандарт для промышленных партий. Процесс предполагает продавливание густой пасты через сетчатый трафарет. Главное преимущество — толщина слоя. Слой краски при шелкографии составляет 15–25 микрон, что обеспечивает высокую непрозрачность даже для светлых цветов на темном фоне. Для нас, как для производителей, это означает возможность использования специальных добавок: антистатиков, проводящих серебряных паст для экранирования и текстурных компонентов.
Однако у метода есть ограничение. Каждый цвет требует отдельного трафарета и точной совмещения (регистрации). Если ваш дизайн содержит градиенты или фотореалистичные изображения, стоимость подготовки производства становится неоправданно высокой. Шелкография идеальна для четких логотипов, предупреждающих знаков и функциональной маркировки кнопок, где важна максимальная износостойкость.
Цифровая УФ-печать
С развитием технологий струйной печати мы получили возможность наносить сложные изображения без изготовления трафаретов. Головка принтера наносит микрокапли чернил, которые мгновенно полимеризуются под воздействием ультрафиолета. Это решение идеально для малых серий и прототипов, а также для панелей с полноцветной графикой.
Но здесь кроется подвох, о котором часто забывают заказчики. Стандартные УФ-чернила имеют меньшую адгезию к гладким поверхностям поликарбоната по сравнению с термоотверждаемыми красками для шелкографии. Без правильной предварительной обработки (праймирования) или последующей ламинации такая печать может скалываться при механическом воздействии. В компании «Чуанмин» мы решаем эту проблему путем нанесения защитного твердого покрытия (hard coat) поверх цифрового изображения, что выравнивает показатели долговечности с традиционными методами.
| Параметр | Шелкография | Цифровая УФ-печать |
|---|---|---|
| Минимальный тираж | От 500 шт. (экономически целесообразно) | От 1 шт. |
| Стойкость к истиранию | Высокая (слой толстый) | Средняя (требует ламинации) |
| Цветопередача | Pantone, ограничена количеством цветов | CMYK, полноцвет, градиенты |
| Стоимость подготовки | Высокая (изготовление трафаретов) | Низкая (цифровой файл) |
| Применение | Промышленные панели, серийное производство | Медицинские приборы со сложной графикой, прототипы |
При выборе технологии всегда учитывайте условия эксплуатации. Если панель будет подвергаться частой очистке спиртовыми растворами, шелкография с двухкомпонентными эпоксидными красками покажет себя лучше. Если же важен визуальный эффект и уникальность дизайна для каждого устройства, цифровая печать станет лучшим выбором, при условии соблюдения технологического процесса.
Материалы лицевой панели: поликарбонат против полиэстера
Графика не существует в вакууме; она наносится на субстрат. Выбор материала основы напрямую диктует, какую краску можно использовать и как долго она продержится. Два основных игрока на рынке — это поликарбонат (PC) и полиэстер (PET).
Поликарбонат обладает превосходной ударопрочностью и температурной стабильностью. Он выдерживает нагрев до 120–130°C, что критично для процессов автоклавирования в медицине или работы в горячих цехах. Однако PC чувствителен к ряду химических веществ, включая некоторые виды спиртов и аммиак. Если вы используете агрессивные моющие средства, поликарбонат может помутнеть или покрыться микротрещинами (эффект растрескивания под напряжением). Для защиты графики на поликарбонате мы обязательно применяем твердые покрытия класса 2H–4H по шкале Мооса.
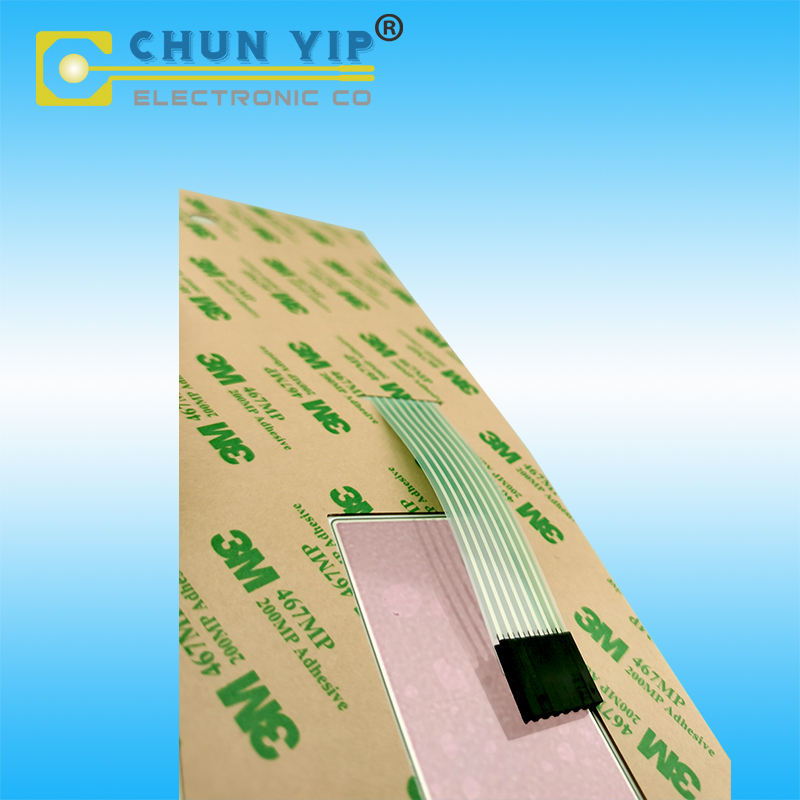
Полиэстер (PET) более тонкий, жесткий и химически стойкий. Он дешевле поликарбоната и отлично подходит для устройств с плоскими поверхностями, где не требуется глубокая формовка. PET выдерживает миллионы циклов изгиба, но его температурный предел ниже (около 80–90°C). Печать на PET часто выполняется методом обратной печати (second surface printing), когда изображение наносится на внутреннюю сторону пленки, а затем ламинируется клеем и основой. Это защищает краску от любого внешнего воздействия — её физически невозможно стереть, так как она находится внутри “сэндвича”.
В нашей производственной базе в Дунгуане мы проводим тесты на адгезию по стандарту ASTM D3359. Если краска отслаивается при использовании скотча 3M 600, партия бракуется. Этот контроль позволяет нам гарантировать, что мембранные переключатели, поставляемые нашим партнерам в России и Европе, сохранят маркировку даже в экстремальных условиях.
Защита от внешних воздействий: ламинация и твердые покрытия
Сама по себе печать, даже самая качественная, уязвима. Чтобы обеспечить соответствие требованиям E-E-A-T и реальную надежность, необходимо применять методы пост-обработки. Здесь мы выделяем два ключевых направления: химическая защита и механическая броня.
Hard Coat (Твердое покрытие)
Это прозрачный лак, наносимый на внешнюю поверхность пленки перед печатью или после нее. Его главная задача — повысить устойчивость к царапинам. Обычный поликарбонат имеет твердость около B–HB по карандашной шкале. После нанесения hard coat этот показатель возрастает до 2H, 3H или даже 4H. Для медицинских приборов, которые постоянно протирают салфетками, это обязательное условие. Без hard coat мелкодисперсная пыль на салфетке действует как абразив, быстро превращая глянцевую панель в матовую и нечитаемую.
Текстурирование поверхности
Глянцевые панели выглядят эффектно, но они собирают отпечатки пальцев и бликуют на солнце. Для промышленного оборудования мы рекомендуем матовые или текстурированные поверхности (например, финиш “лен” или “песок”). Текстура не только улучшает эргономику, предотвращая скольжение пальца, но и маскирует мелкие царапины, которые неизбежно появляются со временем. Важно помнить, что глубина текстуры влияет на четкость печати: слишком глубокий рельеф может “размыть” мелкие шрифты. Мы подбираем баланс между тактильными ощущениями и оптической ясностью, используя материалы с зернистостью не более 10–15 микрон для текста размером менее 6 пунктов.
Примеры из практики: как мы решаем нестандартные задачи
Теория важна, но реальный опыт показывает истинную ценность инженерного подхода. Рассмотрим два кейса из портфолио ООО «Дунгуань Чуанмин Электронные Технологии», иллюстрирующих важность правильного выбора технологии печати.
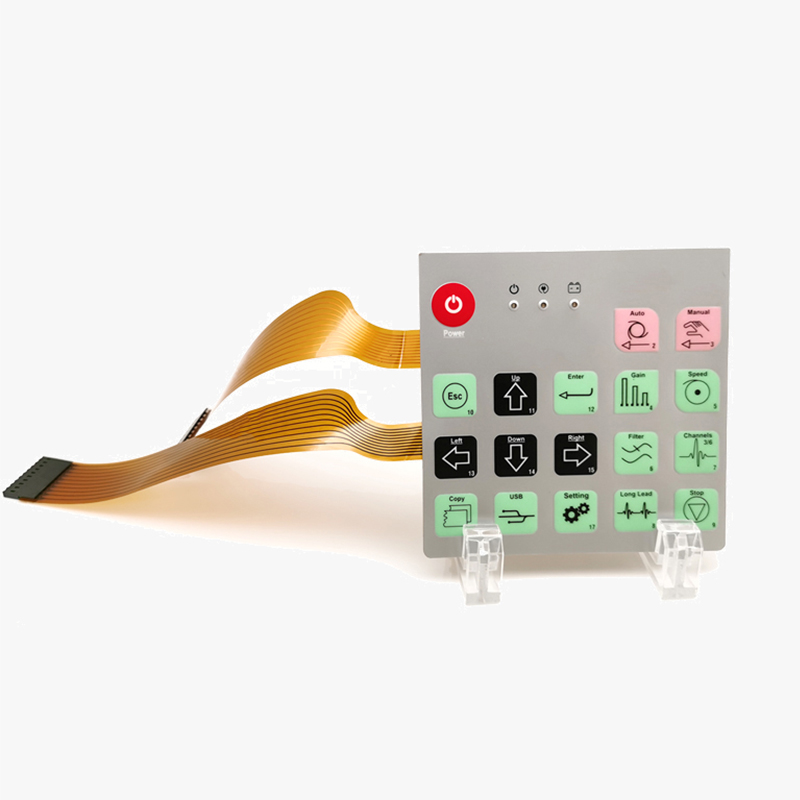
Кейс 1: Панель управления для станка ЧПУ
Клиент столкнулся с проблемой быстрого исчезновения маркировки кнопок “Старт” и “Стоп”. Операторы работали в перчатках, часто загрязненных машинным маслом, и использовали растворители для очистки панели. Изначально использовалась поверхностная печать на обычном поликарбонате. Масло проникало в микропоры краски, вызывая её набухание и отслоение.
Решение: Мы перевели проект на обратную печать (second surface) на полиэстере PET с использованием двухкомпонентных эпоксидных чернил, устойчивых к углеводородам. Поверхность была защищена слоем клея и алюминиевой задней панелью. Результат: спустя 3 года эксплуатации маркировка осталась идеально четкой, а панель выдерживала ежедневную обработку промышленными обезжиривателями.
Кейс 2: Медицинский инфузионный насос
Требование: полная стерилизация паром (автоклавирование) при 121°C. Стандартные УФ-чернила деформировались и желтели при такой температуре. Кроме того, дизайн требовал сложных цветовых переходов для индикации статусов.
Решение: Был выбран поликарбонат с высокотемпературным hard coat. Печать выполнена термостойкими керамическими красками методом шелкографии для ключевых элементов, а фоновая графика нанесена цифровой печатью с последующей высокотемпературной сушкой. Сертификация по ISO 13485 подтвердила безопасность материалов для контакта с медицинской средой. Устройство прошло более 500 циклов автоклавирования без изменения цвета или адгезии.
Эти примеры показывают, что универсального рецепта не существует. Каждый проект требует анализа условий эксплуатации. Именно поэтому наша команда инженеров участвует в обсуждении дизайна на самой ранней стадии, чтобы предотвратить проблемы до запуска в серию.
Контроль качества: стандарты, которые гарантируют результат
Как производитель с сертификатами ISO 9001:2015 и ISO 13485:2016, мы не полагаемся на визуальный осмотр “на глаз”. Каждая партия мембранных переключателей проходит серию инструментальных тестов. Это формирует доверие наших партнеров из стран СНГ и Европы, которые ценят предсказуемость качества.
- Тест на адгезию (Cross-hatch test): Нанесение сетки надрезов и отрывание специализированного скотча. Допускается отслоение не более 5% площади.
- Тест на истирание (Rub test): Использование машины для абразивного износа с нагрузкой 500 г. Панель должна выдержать минимум 10 000 циклов трения ластиком (резинкой) без потери читаемости.
- Химическая стойкость: Воздействие этанолом, изопропанолом и бензином в течение 24 часов. Оценка изменения цвета и структуры по шкале серого.
- УФ-стабильность: Ускоренное старение в камере с УФ-излучением для имитации 5 лет пребывания на солнечном свету. Проверка на пожелтение и выгорание пигмента.
Мы понимаем, что брак в поставке может остановить конвейер нашего клиента. Поэтому система внутреннего контроля охватывает не только готовую продукцию, но и входной контроль сырья. Если рулон пленки имеет неоднородную толщину или неправильную структуру поверхности, он не попадет в производство. Такой подход позволяет нам минимизировать риски и обеспечивать стабильность от партии к партии.
Часто задаваемые вопросы
Какой минимальный тираж для заказа мембранных переключателей с индивидуальной печатью?
Для шелкографии экономически оправданный минимум составляет 500–1000 штук, так как затраты на изготовление трафаретов распределяются на большее количество единиц. Для цифровой печати мы можем производить партии от 50 штук, однако стоимость единицы продукции будет выше. Для прототипирования доступны единичные образцы.
Можно ли нанести печать на уже существующую панель?
Нет, технология производства мембранных переключателей предполагает послойную сборку. Печать наносится на плоскую пленку до формовки и сборки с электронными компонентами. Модификация готовых панелей невозможна без нарушения их герметичности и функциональности.
Как обеспечить точное совпадение цветов с брендбуком компании?
Мы используем систему Pantone Matching System (PMS). При заказе необходимо предоставить коды Pantone для всех цветов. Наши специалисты проводят цветопробу перед запуском основной партии, чтобы убедиться, что оттенок соответствует вашим ожиданиям с учетом особенностей материала подложки.
Влияет ли толщина краски на работу тактильного отклика (click)?
Да, может. Слишком толстый слой краски в области купола (domes) может изменить усилие нажатия и ход кнопки. Мы контролируем толщину слоя в критических зонах, используя трафареты с правильной толщиной эмульсии, чтобы сохранить заявленные тактильные характеристики переключателя.
Итоговые рекомендации по выбору поставщика
Выбор партнера для производства интерфейсных панелей — это стратегическое решение. Не смотрите только на цену за штуку. Оцените способность производителя решать инженерные задачи, наличие сертификаций (особенно ISO 13485 для медицины) и прозрачность процессов контроля качества. Компания ООО «Дунгуань Чуанмин Электронные Технологии» предлагает полный цикл услуг: от консультации по материалам до логистической поддержки. Наш опыт с 2009 года позволяет нам предлагать решения, которые работают надежно годами.
Если вы планируете обновление линейки оборудования или разработку нового устройства, начните с аудита текущего дизайна на предмет производственных рисков. Свяжитесь с нашими инженерами для бесплатной консультации по оптимизации конструкции вашей панели управления. Правильный выбор технологии печати сегодня сэкономит вам бюджет на сервисное обслуживание завтра.
Свяжитесь с нами сегодня для обсуждения вашего проекта и получения коммерческого предложения.